Nehéz falú acélcső



A nehéz falú varrat nélküli acélcsövek gyártási és gyártási folyamata hideghúzásra, hideghengerlésre, meleghengerlésre és melegtágításra osztható.Az acélcső anyaga 10, 20, 35 és 45, amelyeket közönséges acélcsőnek neveznek.A kérelem szerint felosztható szerkezeti varrat nélküli acélcsőre, varrat nélküli acélcsőre szállításhoz, varrat nélküli acélcsőre kazánhoz, nagynyomású varrat nélküli acélcsőre kazánhoz, nagynyomású varrat nélküli acélcsőre műtrágya berendezésekhez és varrat nélküli acélcsőre geológiai fúrás Cső;varrat nélküli acélcső olajfúráshoz;varrat nélküli acélcső kőolaj krakkoláshoz;varrat nélküli acélcső hajóhoz;hidegen húzott és hidegen hengerelt precíziós varrat nélküli acélcső;különféle ötvözetből készült csövek.A varrat nélküli acélcsövet főként mechanikai feldolgozásban használják, szénbányában, hidraulikus acélban stb.

A vastag falú varrat nélküli acélcső nyersanyaga kerek cső.A kerek csődarabot vágógéppel vágják, és a körülbelül 1 m-es tuskót szállítószalagon továbbítják a kemencébe fűtésre.A tuskót kemencében körülbelül 1200 Celsius fokra melegítik.Az üzemanyag hidrogén vagy acetilén.A kemence hőmérsékletének szabályozása kulcsfontosságú probléma.Miután a kerek csövet kiürítettük a kemencéből, át kell haladnia a nyomólyukasztón.Általánosságban elmondható, hogy a legelterjedtebb lyukasztó a kúpos tekercs.Ez a fajta lyukasztó nagy gyártási hatékonysággal, jó termékminőséggel, nagy perforációs átmérő-tágulási képességgel rendelkezik, és különféle acélminőségeket viselhet.Az átszúrás után a kerek tuskót egymás után háromhengeres kereszthengerléssel, folyamatos hengerléssel vagy extrudálással hengereljük.Az extrudálás után a csövet el kell távolítani a méretezéshez.A méretező gép nagy sebességgel forgatja a kúpos fúrószárat az acéllemezbe, hogy acélcsövet képezzen.
Az acélcső belső átmérőjét a méretező gép fúrószárának külső átmérőjű hossza határozza meg.Méretezés után az acélcső belép a hűtőtoronyba, és vízpermettel lehűtik.Lehűlés után az acélcsövet kiegyenesítik.A kiegyenesítés után az acélcsövet szállítószalagon továbbítják a fémhiba-érzékelőhöz (vagy hidraulikus teszthez) a belső hibák észlelésére.Ha repedések és buborékok vannak az acélcső belsejében, a rendszer észleli.Az acélcsövek minőségellenőrzése után szigorú kézi kiválasztásra van szükség.Az acélcső minőségellenőrzése után a számot, a specifikációt és a gyártási tételszámot festékkel kell befújni.Daruval emelik be a raktárba.
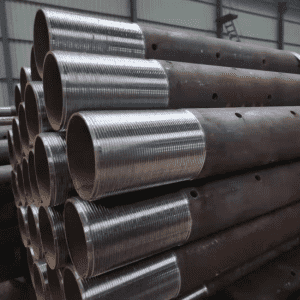
NEHÉZ FAL, VARRATOSMENTES ACÉLCSŐ
Kopásálló Önkenés Magas kémiai stabilitás Különböző méretű és típusú
A nehéz falú varrat nélküli acélcsövek gyártási és gyártási folyamata hideghúzásra, hideghengerlésre, meleghengerlésre és melegtágításra osztható.


Az acélcső anyaga az ASTM 179, A106Gr.B, 1035 és 1045, amelyeket közönséges szénacél csőnek neveznek.
Az acélcső anyaga az ST52, ASTM 5140,4140,4135,12XMФ, amelyeket közönséges ötvözött acélcsőnek neveznek.
ASTM A106Gr.B kémiai összetétele és mechanikai tulajdonságai

ASTM 1045 kémiai összetétele és mechanikai tulajdonságai

ASTM A179 kémiai összetétele és mechanikai tulajdonságai


Egyenletes vastagság

ÖTVÖVEZETES NEHÉZ VARRATÉS NÉLKÜLI ACÉLCSŐ